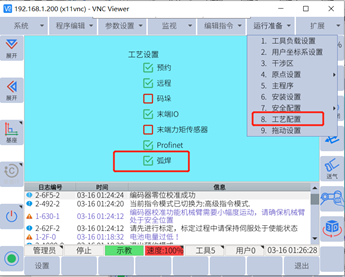
1. EC机器人在最新3.5版本中加入了弧焊包功能。可以在机器人的“工艺配置“中勾选
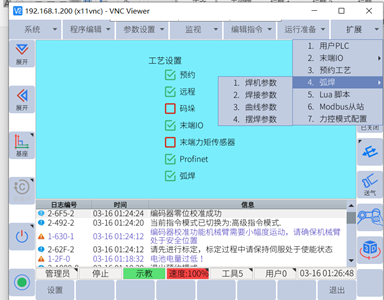
2. 弧焊相关参数设置,可以进入“扩展“-”弧焊“进行设置
3.
“焊机设置“界面左侧为相关信号时间设置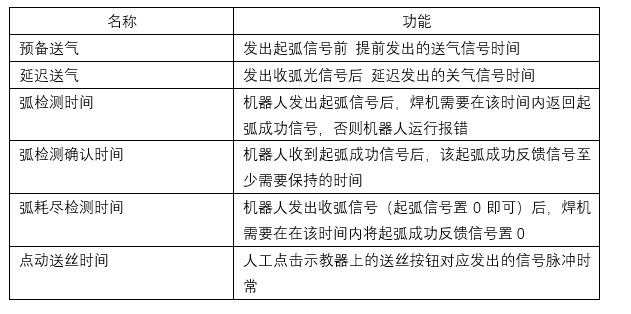

上图右侧为机器人与焊机交互信号配置,包括DI/DO/AO。后续数字为对应信号在机器人I/O板上的地址
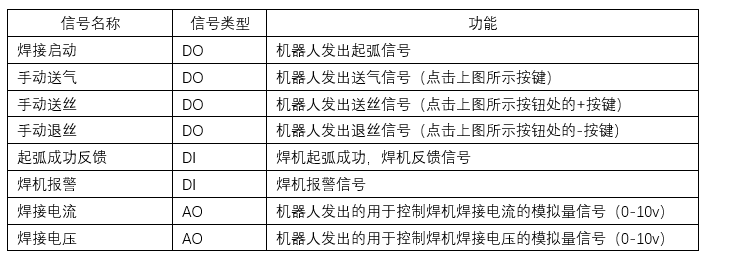
注:仿真模拟焊接轨迹时,点击上图的“仿真焊与真焊“按钮,使机器人处于仿真焊接状态。此时机器人不发出起弧信号,也不检测起弧成功信号。
真实焊接时,需要把该开关打开。
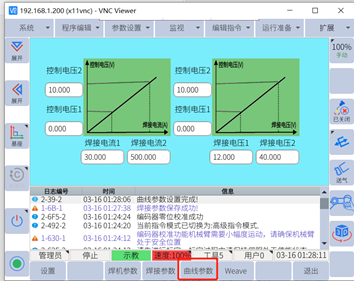
4. 对于上表的焊接电流(AO)和焊接电压(AO)信号,可以在下图的曲线参数界面进行配置。例如下图左图表示
机器人焊接电流对应的AO信号输出是0v时,焊机对应的焊接电流为30A,
机器人焊接电流对应的AO信号输出是10v时,焊机对应的焊接电流为500A
例如下图右图表示
机器人焊接电压对应的AO信号输出是0v时,焊机对应的焊接电流为12v,
机器人焊接电压对应的AO信号输出是10v时,焊机对应的焊接电流为40v
具体曲线对应关系可以参考焊机手册,或者通过实际测试获得。
5. 在使用起弧/收弧指令时,需要用到对应的焊接规范。机器人支持8个焊接规范。可以进入下图的“焊接参数“进行设置

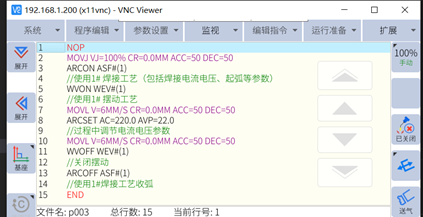
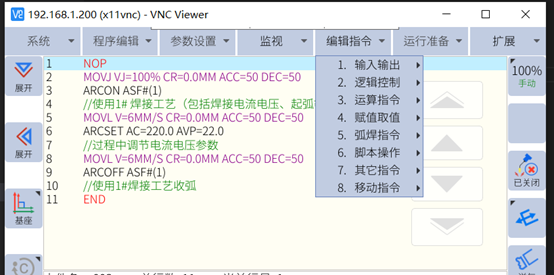
6. 机器人编程时,可以在“编程指令“下的”弧焊指令“,插入对应指令。下图为一个最简单的焊接过程程序。
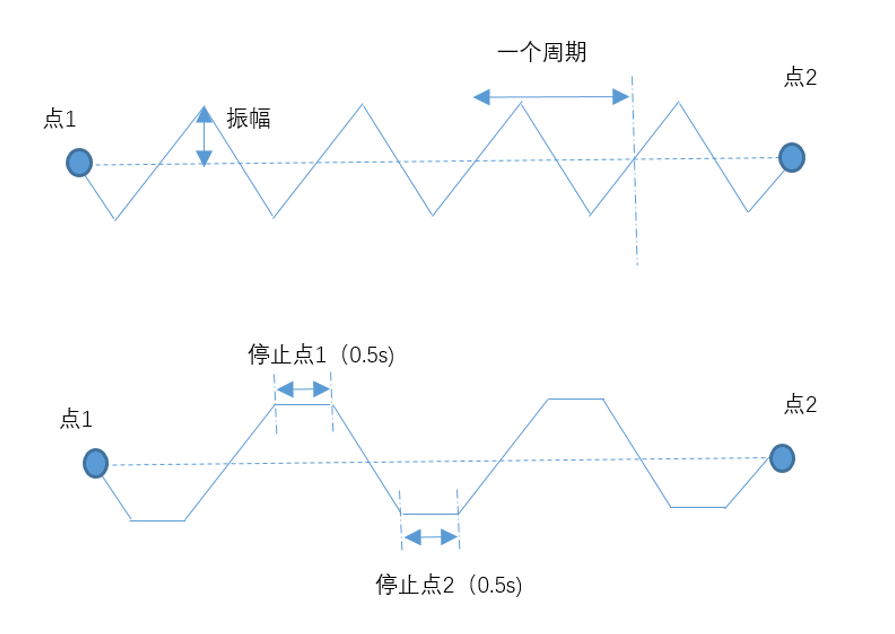
7. 若焊接过程需要使用摆动功能,可以在“扩展“-“焊接”-“Weave”进行对应的摆动功能设置(机器人支持8个工艺设置)。相关工艺解释如下图

8. 下图为一个带摆动工艺的焊接程序