
The CS robot system has a built-in palletizing process application. It uses the 4 corner points taught as above and sets the number of each row/column to automatically complete palletizing.For the simplified implementation of the above code, you can directly download the code from the following link and modify it in the script according to the actual process.
Download Link:
Steps:
1. Import attachment files: default.configuration.variables, pallet4.task and Pallet4ponit.script
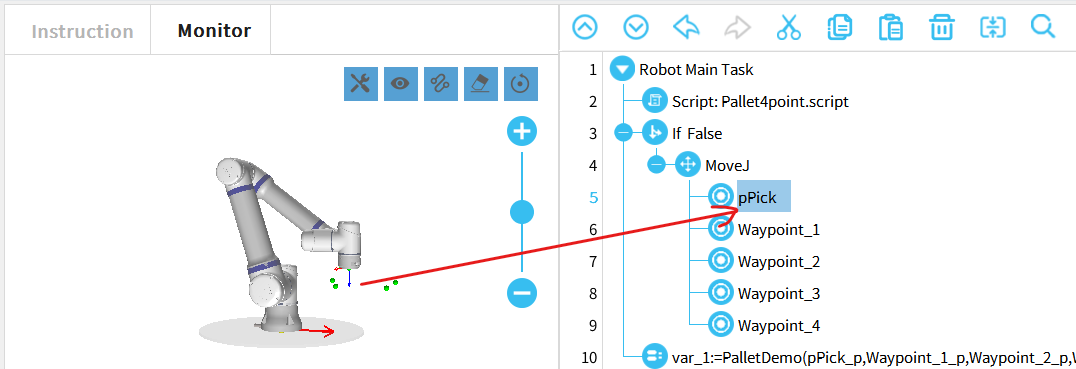
2. Set the 4 points in clockwise or anticlockwise, Waypoint_1 to Waypoint_4 are the stackpoints for a square tray. And the assign them before the palletizing task tree, MoveJ command is suggested.

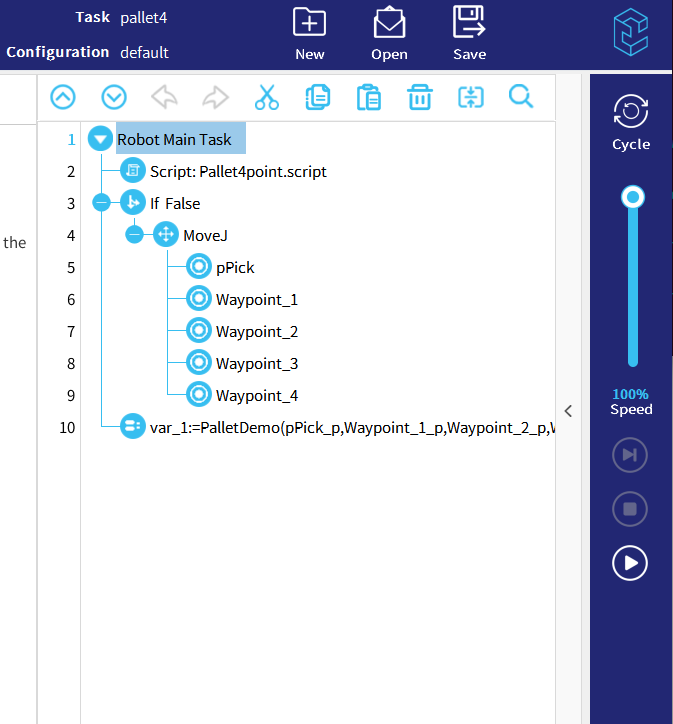
3.The "pPick_p" point at below is the pick point, and the "Ctrl_base_frame" is usually set as robot coordinate

var1= PalletDemo(pPick_p,Waypoint_1_p,Waypoint_2_p,Waypoint_3_p,Waypoint_4_p,0.2,2,2,2,Ctrl_base_frame)
4.Here attached the Pallet4ponit.script
# author: chenliao@elibot.cn
# Mar.22, 2023
#******************
# for user revisement
def GripperClose():
# please set accoding to the exactly time that cost by gripper closing
sleep(0.1)
def GripperOpen():
# please set accoding to the exactly time that cost by gripper opening
sleep(0.1)
# for user revisement
#******************
def pallet(curr_no,p10,p20,p30,p40,height,no_row,no_col,no_layer,user = [0,0,0,0,0,0]):
# the para of function pallet: stack points count number, p10, p20,p30,p40 are 4 points, from p10 to p20 is the direction of row, from p10 to p40 is the col.
# the coordinate of p10,p20,p30,p40 are based on base coordinate.
# the stack points count number starts from 0
# height is the height, which could not be zero, but either positive or negtive.
# no_row:the number of stack points in row
# no_col: the number of stack points in col
# no_layer: the number of stack layers
p1 = p10.copy()
p2 = p20.copy()
p3 = p30.copy()
p4 = p40.copy()
p1_in_user = pose_trans(pose_inv(user),p1)
p2_in_user = pose_trans(pose_inv(user),p2)
p3_in_user = pose_trans(pose_inv(user),p3)
p4_in_user = pose_trans(pose_inv(user),p4)
curr_layer = curr_no //(no_row*no_col) # get the current layer number
no_in_layer = curr_no %(no_row*no_col) # get the ordinal number in current layer
curr_row = (no_in_layer) % no_row # get the ordinal number in row(starts from 0)
curr_col = (no_in_layer) //no_row # get the ordinal number in col(starts from 0)
if no_row==1 :
no_row=2
if no_col==1:
no_col =2
outpos1 = interpolate_pose(p1_in_user,p2_in_user,curr_row/(no_row-1))
outpos2 = interpolate_pose(p4_in_user,p3_in_user,curr_row/(no_row-1))
outpos3 = interpolate_pose(outpos1,outpos2,curr_col/(no_col-1))
outpos3[2] = outpos3[2] + height*curr_layer
# transfer the coordinates from User coordinate to Base coordinate
return pose_trans(user,outpos3)
def Offs(p, x, y, z):
p1 =p.copy()
p1[0] = p1[0]+x
p1[1] = p1[1]+y
p1[2] = p1[2]+z
return p1
def OffsInUser(p, x, y, z,user=[0,0,0,0,0,0]):
p1 =p.copy()
p1_in_user = pose_trans(pose_inv(user),p1)
p1_in_user[0] = p1_in_user[0]+x
p1_in_user[1] = p1_in_user[1]+y
p1_in_user[2] = p1_in_user[2]+z
return pose_trans(user,p1_in_user)
def PalletDemo(pPick,p1,p2,p3,p4,height,no_row,no_col,no_layer,user=[0,0,0,0,0,0]):
#The global variable "pall_count" is used to save the current number of pallets in real time.
global pall_count
movej(get_inverse_kin(pPick),r=0)
#pall_count = 0
while (pall_count<(no_row*no_col*no_layer)):
movej(get_inverse_kin(pPick),r=0)
GripperClose()
# Pick
pallet_pose = pallet(pall_count, p1, p2, p3, p4,height,no_row, no_col,no_layer,user)
pre_pose = OffsInUser(pallet_pose, 0, 0, 0.15,user)
movej(get_inverse_kin(pre_pose),v=d2r(200),r=0.2)
movel(Offs(pallet_pose, 0, 0, 0),v=0.2,r=0)
# Place
GripperOpen()
movel(pre_pose,v=0.5,r=0.2)
pall_count =pall_count+1
#Completed,and continue to next cycle
pall_count = 0
movej(get_inverse_kin(pPick),r=0)
return True





